What is the production efficiency?
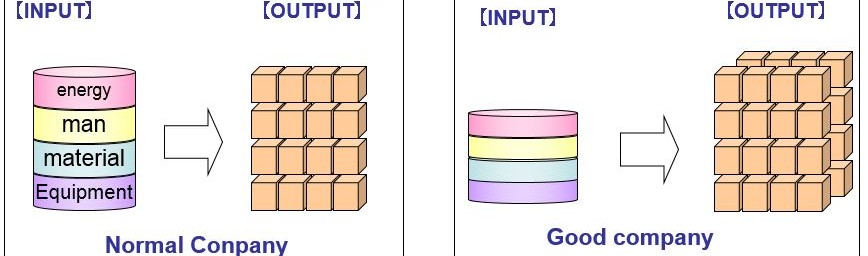
1.Activities to expand quantitative:
① Activity to improve efficiency of the equipment ・・・ Increase the volume per unit time
② Activities Improve efficiency of human ・・・Increase productivity by jig, and tool
③Up The management efficiency · · · production plan, parts tune up, improve of logistics
2. Activities to expand the qualitative :
① activities to Improve the quality ・・・Increase the volume to reduce the failure rate
② Efforts to increase unmanning ・・・Study of conditions for unmanned operation
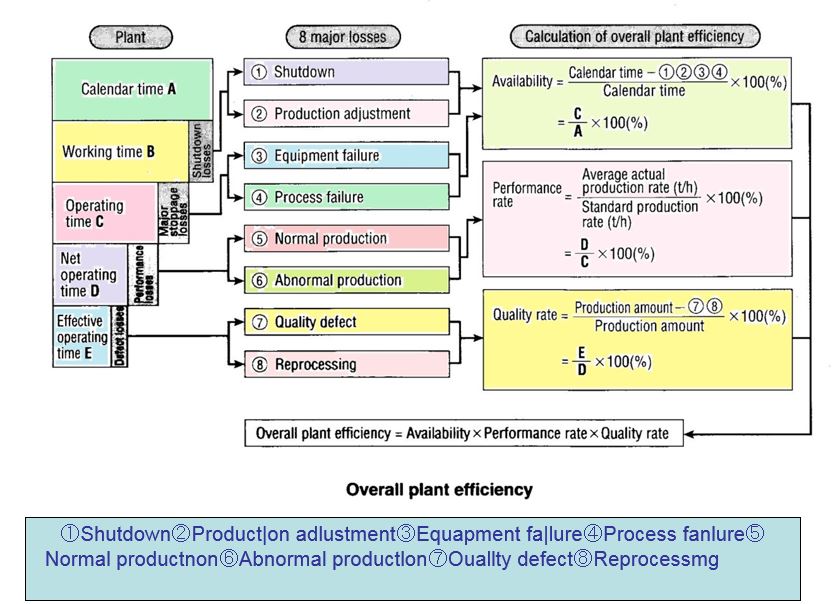
①Shutdown②Product|on adlustment③Equapment fa|lure④Process fanlure⑤Normal productnon⑥Abnormal productlon⑦Ouallty defect⑧Reprocessmg
Seven large loss of equipment
①Equipment failure②Set-up & adjustment③Cutting blade change④Start-up⑤Minor stoppage & idling⑥Speed⑦Deiects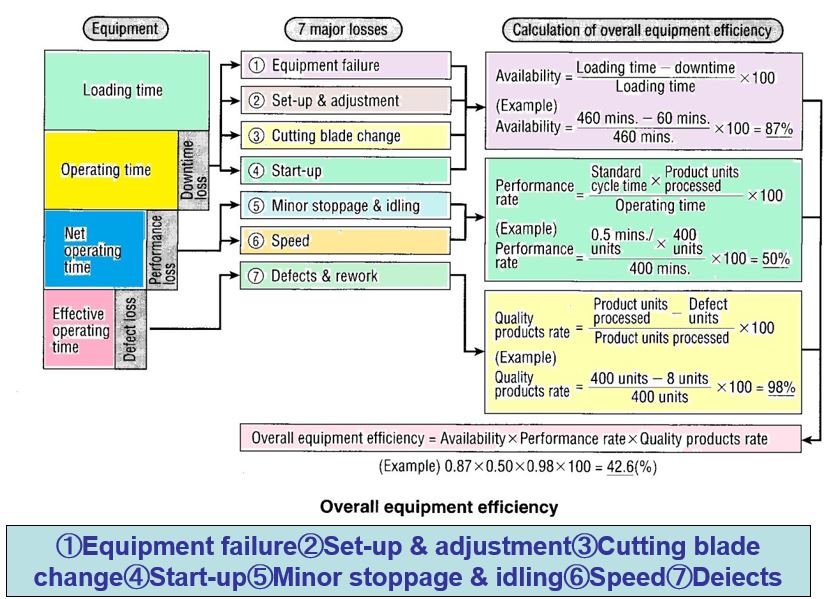
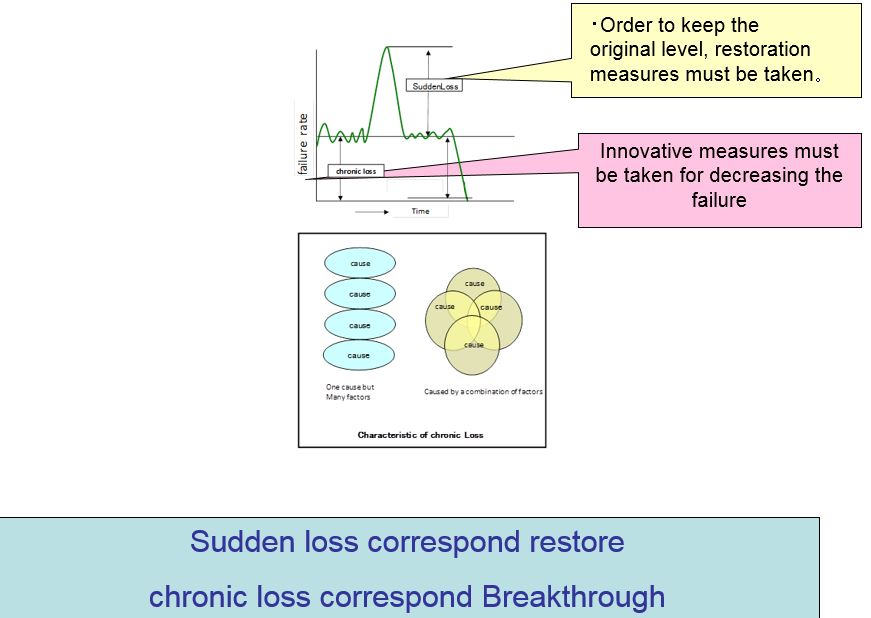
Sudden loss and chronic loss
Sudden loss correspond restorechronic loss correspond Breakthrough
Before restore then Improve
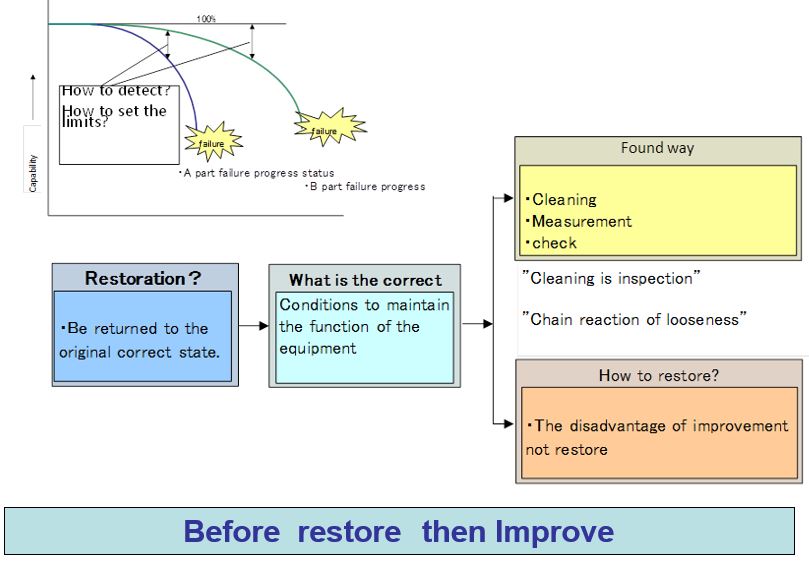
Literally, the action taken to restore to the original correct condition. Every piece at equipment changes slowly along with the lapse at time, making it necessary to detect such changes and restore the equipment to the original, correct state. Equipment changes unavoidably occur, although there may be differences in the manner at their occurrence; some occur rapidly after a certain period
at time; others occur slowly. This depends on the characteristics of equipment or its constituent parts.
it is important to specify how to measure deterioration, what is the degree at deterioration, to be considered, what is the original, correct state, etc.
Cleaning is inspection
Cleaning is very effective as a means to check the deterioration of the equipment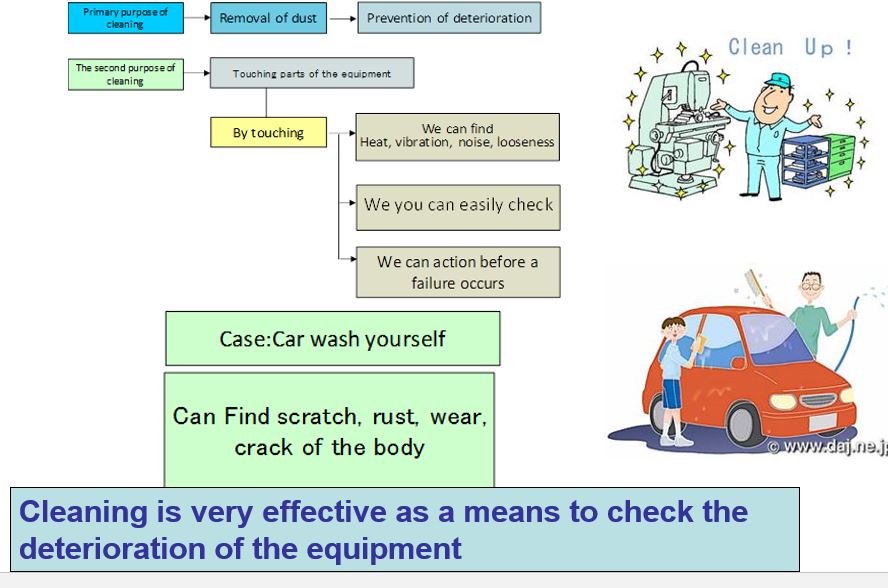
Equipment Ideal
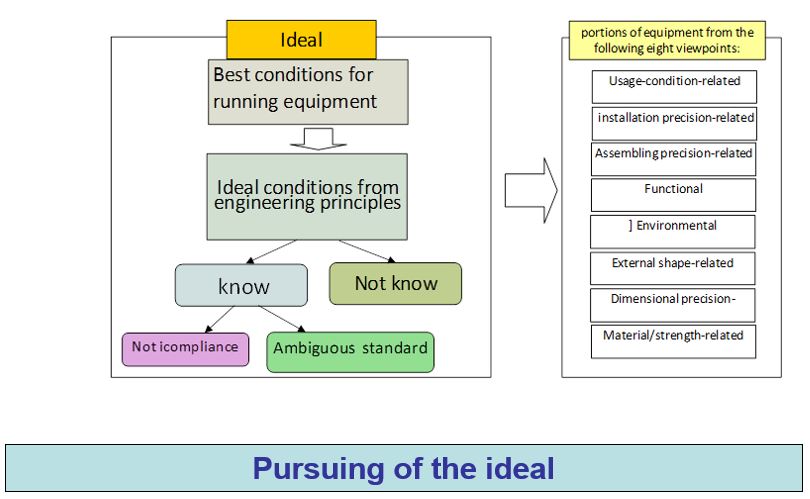
Vision of equipment conditions/Equipment as Vision of equipment conditions are the requirements to be met to put the functions and performance of equipment into full play or to maintain them at the highest level. The functions and performance of equipment can be shown and maintained at 100% and for a long time, only if the functions of the units and parts that compose the equipment are kept at desirable states from the viewpoint of engineering principles and rules.
Vision of equipment conditions represent “sufficient conditions,” whose existence would be more desirable. Even if the conditions are not met, the equipment operation is possible unlike absolute necessity (conditions). it does not necessarily mean that each and any condition is required.
Although “necessary conditions” are maintained, “sufficient conditions” are liable to be disregarded. To reduce seven major losses, satisfaction of the sufficient conditions is absolutely necessary, but vision of equipment conditions are not clear — in most cases they are not set. it is necessary to study each of parts, assembly parts, and portions of equipment from the following eight viewpoints:
[1] Usage-condition-related viewpoint (processing conditions, operating conditions, etc.)
[2] installation precision-related viewpoint (vibration, level, etc.)
[3] Assembling precision-related viewpoint (backlash/precision, etc., as composite body)
[4] Functional viewpoint (appropriate usage range, and the like)
[5] Environmental viewpoint (dust, heat, and others)
[6] External shape-related view (stains, flaws, biased wear, etc.)
[7] Dimensional precision-related viewpoint (required precision, surface roughness, etc.)
[8] Material/strength-related viewpoint (strength, rigidity, etc.)
Minor defects
Minor shortcomings and symptoms considered to only slightly affect results (defects, failures, minor stoppages). in conventional views, such defects as dust, stains, backlash, etc, have been considered negligible.
When any one of these effects occurs singly, for example, it usually has little effect, but when many of them occur at the same time, they can result in multiple effects, bringing about various consequences such as defects,failures, and minor stoppages.
PM analysis
PM analysis as “a way to look into chronic malfunction phenomena by physically analyzing such phenomena based on rules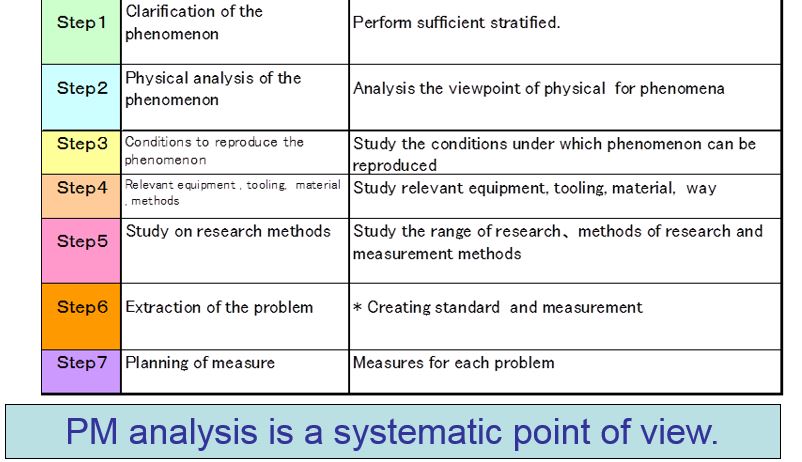
PM in this case is different from PM referring to preventive maintenance or production aintenance. Here, P has the dual meanings of phenomenon and physical, while M represents mechanism, machine, man, material, and method.
PM analysis was developed by Kunio Shirose of JIPM. He defines PM analysis as “a way to look into chronic malfunction phenomena by physically analyzing such phenomena based on rules and principles thereby making clear the mechanism of such phenomena.“
In effect, PM analysis is an attempt to physically analyze chronic malfunction phenomena, such as chronic defects and chronic failures, based on rules and principles; to make clear the mechanism of such phenomena; and to list all the factors that are logically considered to affect the mechanism, taking into account equipment structure, human beings,materials, and methods.
Conventional factor analysis (characteristic factor diagram), while being beneficial because of the case with which anyone can apply, nevertheless has tended itself to the insufficient analysis of phenomena; in other words,it tends to lead to arbitrary conclusions, making it difficult to achieve zero chronic losses. To attain zero chronic losses, PM analysis is by far more effective.
Case of PM Analysis
Analysis to component level the cause of the failure
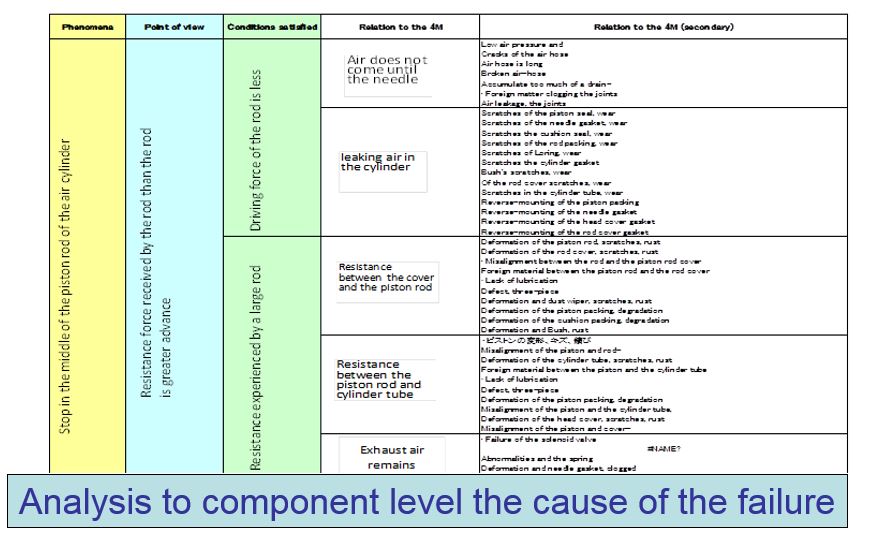
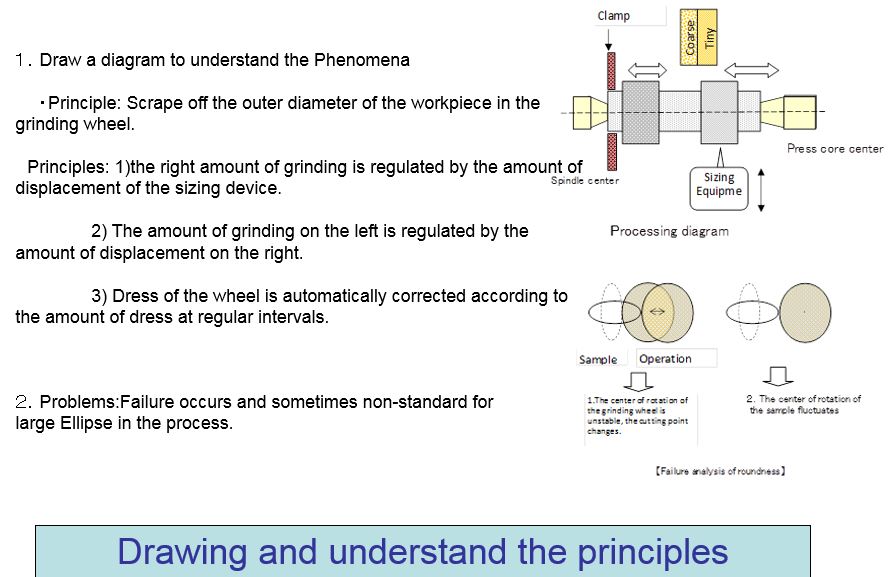
Example PM Analysis
・・・Measures poor Outer diameter of cylindrical grinding machineDrawing and understand the principles
PM Analysis Table
Create judgment reference and inspect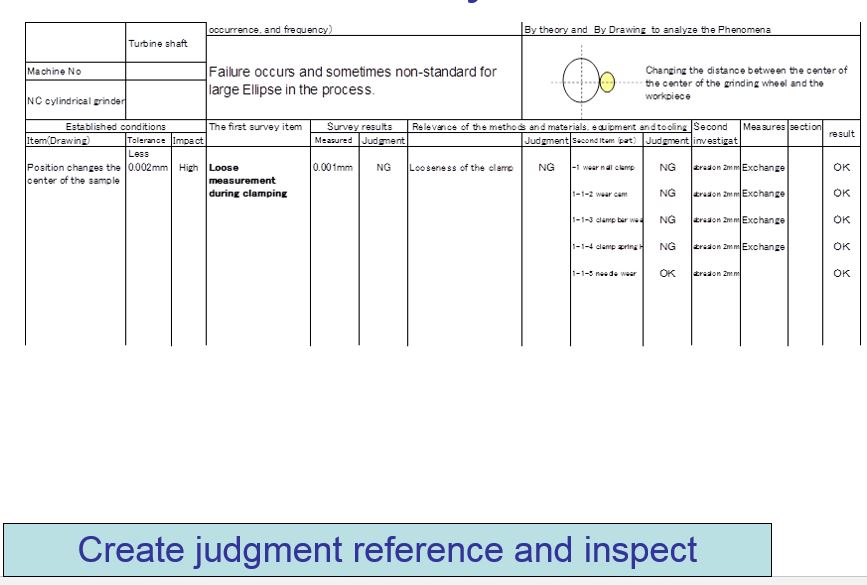
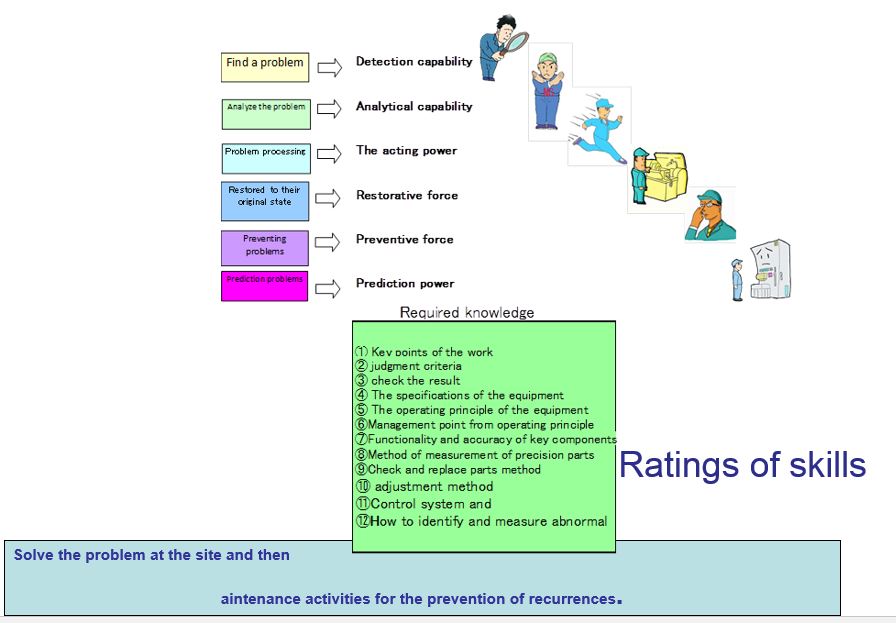
Maintenance skills
Solve the problem at the site and thenaintenance activities for the prevention of recurrences.